2k kalupi
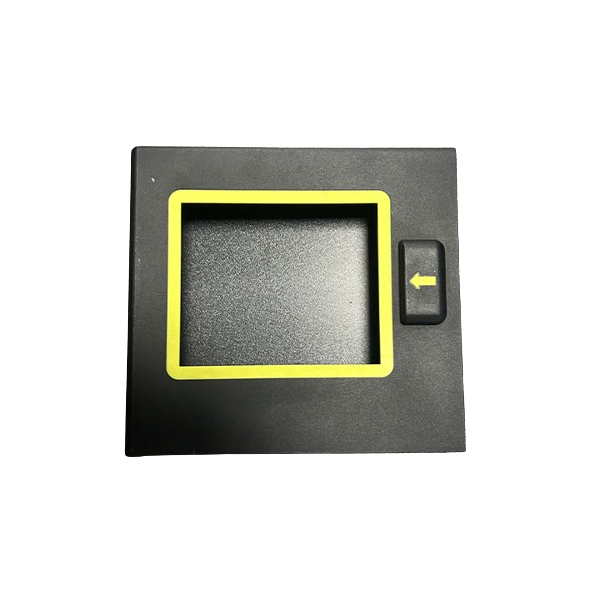
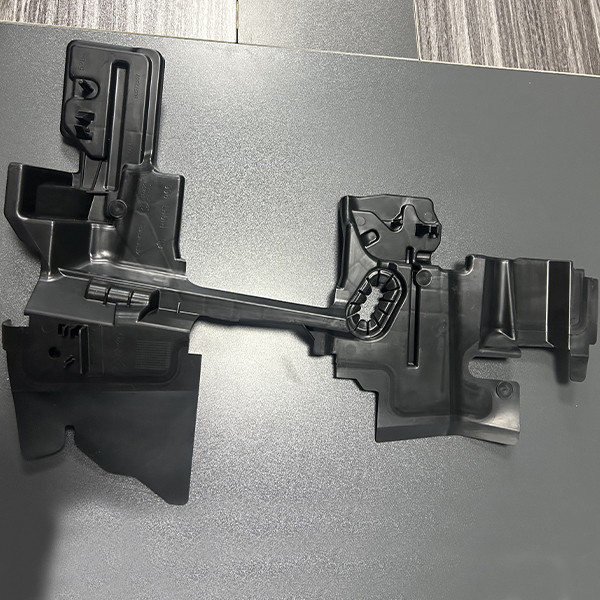
2K kalupi, poznati i kao kalupi za dva brizganja ili dvokomponentni kalupi, specijalizirani su kalupi koji se koriste u procesima injekcijskog prešanja za proizvodnju plastičnih dijelova s dva različita materijala ili boja u jednoj operaciji. Ovi kalupi omogućuju izradu složenih dijelova s više značajki ili karakteristika bez potrebe za sekundarnim procesima montaže.
Naši inženjeri kalupa imaju bogato iskustvo u dizajnu i inženjerstvu kalupa za 2k kalupe.
Odaberite nas za pouzdana, inovativna i isplativa rješenja za izradu kalupa za vaše 2K projekte kalupa!